 简体中文
简体中文


Детали аппаратной штамповки лежат в основе современного производства. От кронштейна внутри двери автомобиля до клеммы внутри промышленного реле — эти небольшие прецизионные компоненты обеспечивают надежную работу сложных узлов — часто даже незаметно для конечного пользователя. Как производитель, производящий детали для штамповки металла с 2010 года, мы хотим дать вам четкое и практическое представление о том, что на самом деле представляют собой детали для штамповки оборудования, как они изготавливаются и на что следует обращать внимание при их покупке.
Что такое штампованные детали?
Детали для штамповки — это металлические детали, изготовленные путем прессования, штамповки, изгиба или протяжки листового металла через матрицу с использованием механического или гидравлического пресса. Этот процесс известен как штамповка металла или прессование. В отличие от механической обработки, при которой материал удаляется для создания формы, штамповка представляет собой процесс формования: материалу придают форму без разрезания, что значительно снижает отходы и затраты в масштабе.
Термин «штампованные детали» охватывает чрезвычайно широкий спектр компонентов. Краткий представительский список включает в себя:
- Кронштейны, зажимы и монтажные пластины, используемые в сборках кузовов автомобилей.
- Электрические клеммы, разъемы и защитные крышки в бытовой электронике.
- Корпуса хирургических инструментов и компоненты, прилегающие к имплантатам, в медицинских устройствах.
- Корпуса, радиаторы и каркасы промышленного оборудования
- Петли, крепеж, пружины и шайбы в метизах и строительных изделиях
Все эти компоненты объединяет требование строгого соответствия размеров, целостности поверхности и возможности производства в больших объемах с воспроизводимым уровнем качества.
Объяснение процессов штамповки сердечника
Понимание основных операций поможет вам более эффективно общаться с поставщиком и точнее оценивать предложения. Большинство деталей аппаратной штамповки производятся с помощью одной или нескольких из следующих операций:
Заготовка и штамповка
Пуансон проталкивает листовой металл через матрицу, чтобы отделить плоскую форму (вырубка) или создать отверстие (перфорация). Обычно это первые операции в многоэтапном процессе. Точность размеров здесь определяет, будет ли каждая последующая операция оставаться в пределах допуска.
Гибка и формовка
При изгибе сила применяется вдоль прямой оси для создания угловых элементов. Формирование — это более широкий термин, обозначающий любую операцию, которая изменяет контур листа без удаления материала, включая тиснение, чеканку и скручивание. Пружинный возврат (тенденция металла частично возвращаться к своей первоначальной форме после формовки) является одним из наиболее распространенных источников ошибок размеров; Опытные производители инструментов с самого начала учитывают это при проектировании штампа.
Глубокий рисунок
Глубокая вытяжка втягивает плоскую заготовку в полость матрицы, создавая полую трехмерную форму. Типичными результатами являются чашки, банки, корпуса и корпуса. Отношение глубины к диаметру (известное как коэффициент вытяжки) определяет, может ли деталь быть сформирована за одну вытяжку или требуется несколько стадий обжатия. Большинство материалов допускают степень вытяжки примерно от 1,5 до 2,0 на этап без растрескивания.
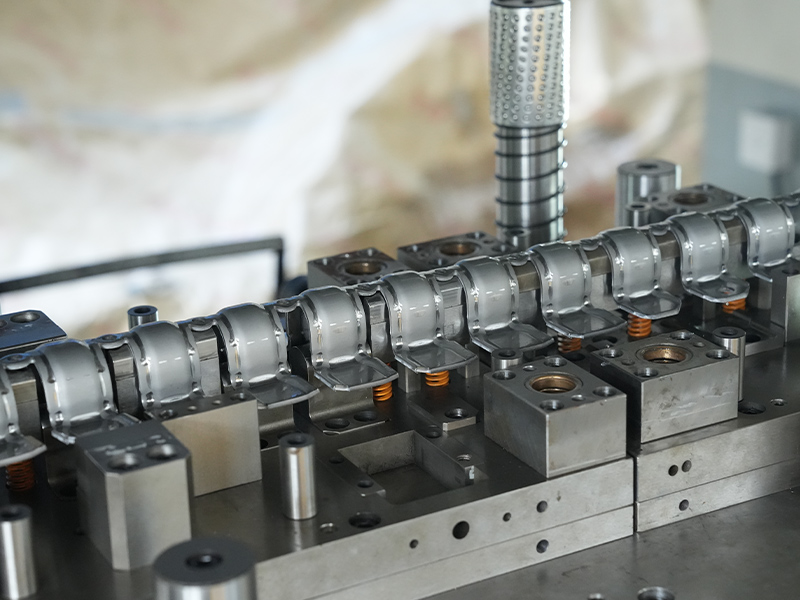
Прогрессивная штамповка
Инструмент с прогрессивными штампами выполняет несколько операций — вырубку, прошивку, гибку, формовку — на последовательных станциях в пределах одного набора штампов. Рулон металла подается автоматически, продвигаясь на один шаг за ход пресса. Прогрессивные штампы являются стандартным выбором для крупносерийной штамповки деталей. поскольку они объединяют несколько операций в один цикл, сокращая время обработки и стоимость единицы продукции. Частота циклов составляет от 100 до 400 гребков в минуту.
Трансферная штамповка
Если деталь слишком велика или сложна, чтобы оставаться прикрепленной к несущей ленте на протяжении всего процесса, ее отделяют заранее и механически перемещают между станциями. Передаточные штампы предпочтительны для более крупных деталей конструкции, таких как панели кузова автомобиля, где заготовки необходимо перемещать или переворачивать между операциями.
Выбор материала: подбор металла для применения
Выбор материала — одно из наиболее важных решений в проекте штамповки. Неправильный материал может означать износ инструмента, плохую формуемость, неадекватные механические свойства или ненужные затраты. Ниже приводится практическое сравнение наиболее распространенных материалов, используемых при штамповке деталей:
| Материал | Ключевые свойства | Типичные применения | Соображения |
|---|---|---|---|
| Углеродистая сталь (SPCC/DC01) | Высокая прочность, низкая стоимость, хорошая формуемость. | Конструктивные кронштейны, каркасы машин, ограждения | Требуется покрытие или покрытие для защиты от коррозии. |
| Нержавеющая сталь (304/316) | Отличная коррозионная стойкость, высокая твердость после закалки. | Медицинское оборудование, пищевое оборудование, морская техника | Повышенный износ инструмента; пружинение должно быть тщательно компенсировано |
| Алюминий (1xxx/5xxx/6xxx) | Легкий, устойчивый к коррозии, хорошая теплопроводность. | Легкое автомобильное оборудование, радиаторы для электроники, аэрокосмическая промышленность. | Меньшая прочность, чем у стали; Выбор сплава имеет решающее значение |
| Медь / Медные сплавы | Превосходная электро- и теплопроводность, пластичный | Электрические клеммы, разъемы, шины | Более высокая стоимость материала; контроль окисления необходим при хранении |
| Цинк / Цинковые Сплавы | Хорошая формуемость, естественный барьер от коррозии, низкая стоимость. | Декоративная фурнитура, автомобильная отделка, товары народного потребления. | Меньшая механическая прочность, чем у стали; не подходит для несущих частей |
В Dingjia мы работаем со всем спектром черных и цветных металлов. Наш Ассортимент продукции для штамповки деталей охватывает штамповку из нержавеющей стали, углеродистой стали, алюминия, меди, медных покрытий и цинковых сплавов, предоставляя клиентам возможность выбора из одного источника независимо от их требований к материалам.
Допуски и стандарты размеров, которые вам следует знать
Требования к допускам напрямую влияют на стоимость инструмента, время цикла и процент брака. Прежде чем запросить ценовое предложение, стоит понять, что достижимо и сколько стоят приводы.
- Стандартные коммерческие допуски для штампованных деталей из листового металла обычно составляют от ±0,1 мм до ±0,3 мм для линейных размеров в зависимости от толщины материала и сложности конструкции.
- Прецизионная прогрессивная штамповка может удерживать от ±0,02 мм до ±0,05 мм на перфорированных отверстиях и заготовках кромок при правильном управлении зазором матрицы и регулярном обслуживании матрицы.
- Допуски на угол изгиба обычно составляют ±1° при стандартных условиях и ±0,5° для прецизионных применений.
- Требования к плоскостности и перпендикулярности, особенно для деталей, используемых в автоматизированной сборке, должны быть четко указаны на чертеже, а не предполагаться.
Указание более жестких допусков, чем это действительно необходимо для применения, является одним из наиболее распространенных способов, с помощью которых покупатели непреднамеренно увеличивают стоимость детали. Если ваша команда дизайнеров не уверена, проверка DFM (Проектирование для технологичности) с поставщиком перед утверждением оснастки может предотвратить дорогостоящие доработки в дальнейшем.
Варианты отделки поверхности деталей аппаратной штамповки
Необработанные штампованные металлические поверхности редко являются окончательным состоянием детали оборудования. Обработка поверхности служит трем основным целям: защита от коррозии, улучшение эстетического вида и функциональная модификация (например, повышение твердости или улучшение электрического контакта). К наиболее распространенным вариантам отделки относятся:
- Гальваника – Наносит тонкий металлический слой (цинк, никель, хром, олово, золото) на поверхность детали для защиты от коррозии и улучшения внешнего вида. Толщина обычно составляет 5–25 мкм.
- Порошковое покрытие – Электростатическое нанесение полимерного порошка с последующим отверждением в печи. Обеспечивает прочное однородное покрытие толщиной 60–100 мкм. Обычно встречается на деталях конструкций из углеродистой стали.
- Анодирование – Электрохимический процесс, эксклюзивный для алюминия, в результате которого образуется плотный цельный оксидный слой. Анодирование II типа дает 5–25 мкм; Тип III (жесткое анодирование) дает толщину 25–150 мкм со значительно более высокой твердостью.
- Пассивация – Химическая обработка нержавеющей стали, которая удаляет свободное железо с поверхности, максимизируя присущую материалу коррозионную стойкость. Обычно применяется для деталей медицинского и пищевого назначения.
- Фосфатирующая краска – Обычный двухэтапный процесс для стальных автомобильных деталей: конверсионное покрытие фосфатом железа или цинка обеспечивает адгезию и устойчивость к коррозии в качестве основы для последующей окраски.
- Полировка/удаление заусенцев – Вибрационная или барабанная обработка удаляет заусенцы и острые кромки с перфорированных элементов, что важно для деталей, которые контактируют с руками, кабелями или уплотнительными компонентами.
Правильный выбор отделки зависит от рабочей среды, нормативных требований (для электронных деталей часто требуется соответствие RoHS) и процесса сборки. Заранее сообщите своему поставщику об условиях конечного использования — это влияет на выбор материала так же, как и на отделку.
Ключевые отрасли промышленности и что они требуют от штампованных деталей
Детали для штамповки оборудования не являются универсальным товаром. Каждая отрасль предъявляет определенный набор технических и нормативных требований, которые производитель должен понять, прежде чем будет вырезана первая матрица.
Автомобильная промышленность
Автомобильная промышленность stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. ИАТФ 16949 сертификация системы качества фактически является обязательной для поставщиков автомобильной продукции Уровня 1 и Уровня 2. Отслеживание материалов, документация PPAP (Процесс утверждения производственных деталей) и испытания на функциональную долговечность являются стандартными требованиями. Наш автомобильные стальные штампованные детали производятся под сертифицированным контролем качества IATF 16949.
Электроника и электрика
Клеммы, разъемы, экраны и контактные пружины в электронике требуют постоянного контактного усилия, точной геометрии и надежной адгезии покрытия. Штамповочные детали из меди и медных сплавов доминируют в этом сегменте из-за своей электропроводности. Покрытие оловом или золотом поверх меди является стандартом для защиты от коррозии сопрягаемых поверхностей. Допуски микроштамповки ±0,01–0,05 мм обычно используются в разъемах.
Медицинское оборудование
Детали медицинской штамповки требуют биосовместимости, устойчивости к повторным циклам стерилизации и полной прослеживаемости партий материалов. нержавеющая сталь 316L является наиболее часто используемым материалом из-за его превосходной коррозионной стойкости в соляных и химических средах. Сертификация управления качеством ISO 13485 является основным ожиданием от OEM-производителей медицинского оборудования.
Промышленное оборудование
Конструктивные кронштейны, панели корпуса и компоненты механизмов промышленного оборудования отдают приоритет несущей способности и стабильности размеров, а не длительному сроку службы. Типичным выбором являются высокопрочная углеродистая сталь и конструкционные алюминиевые сплавы. Во многих случаях операции сварки или клепки следуют за штамповкой, поэтому постоянство размеров заготовки и качество кромки напрямую влияют на качество последующего соединения.
Инструменты: инвестиции, которые определяют долгосрочную стоимость детали
Штамповка (или инструмент) — это основная инвестиция в проект штамповки, и понимание экономики оснастки поможет вам принять более обоснованные решения о выборе поставщиков.
Простой штамп для одной операции для небольшого кронштейна может стоить 3000–8000 долларов. Многопозиционная прогрессивная матрица для сложного компонента соединителя может стоить 50 000–150 000 долларов и более, в зависимости от количества станций, материалов и требуемых допусков. Однако эти первоначальные затраты амортизируются на протяжении всего производственного цикла. При объемах производства более 50 000–100 000 деталей штамповка обычно обеспечивает самую низкую себестоимость детали по сравнению с любым процессом обработки металлов давлением.
Ключевые вопросы, которые следует задать поставщику об инструментах:
- Каков номинальный срок службы штампа (количество ходов до того, как потребуется капитальный ремонт)?
- Кому принадлежит инструмент и что с ним произойдет, если вы смените поставщика?
- Каков график технического обслуживания инструмента и кто несет расходы по плановой заточке?
- Можно ли модифицировать один и тот же набор штампов, если ваша конструкция немного изменится или потребуется новый инструмент?
Поставщик, обладающий собственными возможностями проектирования и обслуживания пресс-форм, а не поставщик инструментов на аутсорсинг, обычно предлагает более короткие сроки изготовления первых образцов и больший контроль над качеством и долговечностью инструментов.
Контроль качества при штамповке оборудования: как выглядит строгий процесс
Точность размеров сама по себе не определяет качество детали. Надежная система контроля качества штампованных деталей метизов охватывает весь производственный процесс:
- Входной контроль материалов – Проверка сертификатов материалов и отбор проб механических свойств и толщины перед поступлением рулонов в производство.
- Первая проверка изделия (FAI) – Полная проверка размеров первого серийного образца по чертежу перед началом массового производства.
- Внутрипроцессный SPC (статистический контроль процессов) – Отбор образцов деталей через определенные промежутки времени во время производства и отслеживание критических размеров на контрольных картах, чтобы уловить отклонения до того, как будут произведены дефектные детали.
- Проверка координатно-измерительной машины (КИМ) – Для функций с жесткими допусками измерения на КИМ устраняют субъективность оператора и предоставляют документированные отчеты о размерах.
- Поверхностный и визуальный осмотр – Проверка на наличие заусенцев, трещин, царапин, дефектов покрытия и других аномалий поверхности при определенных условиях освещения.
- Выходной контроль качества (OQC) – Окончательная выборочная проверка на основе AQL перед отправкой с предоставлением клиенту отчетов о проверке.
Мы держим ИАТФ 16949 certification и управлять лабораторией качества, оснащенной координатно-измерительными приборами Zeiss и полуавтоматическими КИМ. Для клиентов из регулируемых отраслей мы можем предоставить полные записи проверок и документацию по отслеживанию материалов при каждой поставке.
Как оценить поставщика деталей для штамповки оборудования
Выбор подходящего производителя так же важен, как и правильный дизайн. Вот практическая схема оценки, основанная на критериях, которые фактически обеспечивают долгосрочную надежность поставок:
| Критерий | Что искать | Красные флаги |
|---|---|---|
| Инструментальные возможности | Собственная команда по проектированию и обслуживанию пресс-форм. | Весь инструмент передан на аутсорсинг; ограниченная поддержка DFM |
| Прессовое оборудование | Диапазон тоннажа (охватывает толщину детали); современные прессы с ЧПУ | Только один или два размера пресса; стареющее оборудование без записей о техническом обслуживании |
| Сертификация качества | ИАТФ 16949 (automotive), ISO 9001, ISO 13485 (medical) | Сертификация отсутствует или сертификация не была продлена в последнее время |
| Инспекционное оборудование | КИМ, оптические компараторы, твердомеры на месте | Использование ручных датчиков только для точных функций |
| Материал Breadth | Обрабатывает как черные, так и цветные металлы на собственном производстве. | Специализируется только на одном семействе материалов; не может поддерживать будущие изменения дизайна |
| Общение | Отвечаем на технические вопросы; активное участие в отзывах DFM | Медленно реагировать; избегает гарантий размеров |
Мы приветствуем заводские аудиты и рады познакомить потенциальных клиентов с нашим производственным процессом, инструментальным цехом и лабораторией качества. Прозрачность на квалификационном этапе – лучший способ построить долгосрочные отношения в сфере поставок, выгодные обеим сторонам.
Получение максимальной пользы от вашего проекта по штамповке: практические советы
После более чем 15-летней работы с клиентами в автомобильной, электронной и медицинской отраслях, следующие практики неизменно приводят к лучшим результатам:
- Поделитесь своим годовым прогнозом объема рано. Даже приблизительная цифра (например, 200 000 штук в год) определяет, будет ли использование прогрессивной оснастки, трансферной оснастки или составной оснастки экономически целесообразным, и это напрямую влияет на инвестиции в оснастку, которые вам придется сделать.
- Укажите только те допуски, которые вы действительно будете проверять. Если при входном контроле не проверяется размер, нет смысла требовать от поставщика точности ±0,02 мм — вы просто платите за более строгий процесс, но без всякой выгоды.
- Запросите проверку DFM перед утверждением инструмента. Небольшие изменения — добавление радиуса к острому внутреннему углу, регулировка расстояния между отверстием и кромкой или изменение разгрузки сгиба — могут значительно снизить износ инструмента и улучшить стабильность детали без каких-либо потерь при проектировании.
- По возможности объедините поставщиков штамповочного оборудования. Использование производителя с широкими возможностями по производству материалов означает меньшее количество процессов квалификации, меньшее количество стилей инструментов, которыми нужно управлять, и более сильные рычаги для приоритетного планирования в периоды высокого спроса.
- Прежде чем нарезать инструмент, спланируйте качество поверхности. Некоторые процессы отделки (например, сильное цинкование) добавляют наращивание размеров, которое необходимо учитывать в геометрии детали с самого начала, а не модифицировать после этого.
Зачем работать со специализированным производителем штамповочного оборудования
Аппаратная штамповка снаружи выглядит обманчиво просто — пресс опускается, форма выходит. На практике высококачественная штамповка требует точного проектирования штампов, знаний материаловедения, дисциплины управления процессом и быстрого реагирования на износ инструментов. Разрыв между посредственным поставщиком и способным поставщиком проявляется в уровне брака, проверках соответствия сборочной линии и гарантийных претензиях, а не только в цене за штуку.
Компания Changzhou Dingjia Metal Technology Co., Ltd. занимается производством прецизионных штамповочных деталей с 2010 года. Объект площадью 6 900 м² в районе Уджин, Чанчжоу, с командой из 56 опытных техников и 24 штамповочных машин, способных Ежемесячная мощность штамповки 500 тонн . Наша продукция охватывает как черные, так и цветные металлы, а наши детали обслуживают клиентов в секторах автомобилестроения, электроники и медицинского оборудования по всему миру.
Если вы закупаете детали для штамповки оборудования и хотите, чтобы производитель располагал необходимой глубиной оснастки, качественной инфраструктурой и ассортиментом материалов для поддержки полного жизненного цикла вашей продукции, мы приглашаем вас изучить нашу Полный спектр деталей для штамповки оборудования или свяжитесь с нами напрямую, чтобы обсудить требования вашего проекта.











