 简体中文
简体中文


Понимание коренных причин повреждения поверхности
Эффективное предотвращение царапин начинается с понимания того, где и как они возникают в производственном процессе. Основные виновники не всегда очевидны. Истирание может произойти во время извлечения детали из штампа, при транспортировке и перемещении между операциями, в контейнерах или контейнерах, во время вторичных процессов, таких как удаление заусенцев, и даже при окончательной упаковке. Присущая нержавеющей стали твердость, несмотря на сопротивление деформации, может быть неожиданно подвержена истиранию и повреждению, когда две металлические поверхности скользят друг по другу под давлением, перенося материал и создавая видимые царапины. Признание этих проблем является первым шагом на пути к осуществлению целенаправленных контрмер.
Проактивные стратегии: профилактика в самом начале
Уменьшение ущерба должно начинаться в самом начале производственного процесса. Цель состоит в том, чтобы создать среду, в которой контакт с поверхностью контролируется, смягчается или исключается.
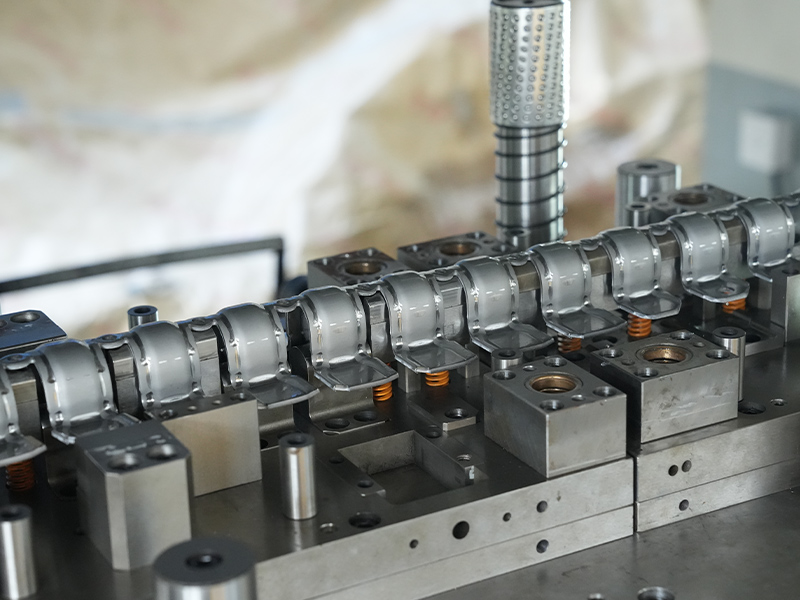
Конструкция оснастки и штампов для защиты
Конструкция и обслуживание самой штамповой матрицы имеют решающее значение. Ключевые практики включают в себя:
- Использование полированных поверхностей штампа с высококачественной отделкой поверхности (например, зеркальной полировкой № 8) в областях, которые соприкасаются с критически важными поверхностями детали.
- Выбор подходящих материалов штампов, таких как закаленная инструментальная сталь или твердосплавные вставки, чтобы противостоять износу, который может создавать заусенцы и дефекты, которые царапают детали.
- Внедрение систем контролируемого выброса с использованием азотных пружин или амортизирующих штифтов для обеспечения плавного высвобождения деталей и предотвращения их волочения по стальным поверхностям.
- Нанесение на детали штампов специализированных покрытий, таких как нитрид титана (TiN) или алмазоподобный углерод (DLC), для уменьшения трения и адгезионного износа (истирания).
Выбор материала и процесса
Выбор правильной марки нержавеющей стали и параметров процесса может существенно повлиять на чувствительность поверхности. Отожженные или более мягкие материалы могут быть более склонны к царапинам, чем полностью твердые материалы, хотя их легче формовать. Использование защитных пленок, либо временных слоев полимера, наносимых на рулонную заготовку перед штамповкой, либо жидких смазок с добавками, защищающими от царапин, создает защитный барьер во время формовки и транспортировки.
Протоколы обработки: человеческий фактор и фактор рабочего процесса
Даже при наличии идеальных инструментов неправильное обращение является основной причиной повреждений. Установление и обеспечение соблюдения строгих протоколов обращения не подлежит обсуждению для деталей высокого качества.
- Обучение операторов: Персонал должен носить чистые безворсовые хлопчатобумажные или нитриловые перчатки, чтобы избежать отпечатков пальцев и прямого контакта с металлом. Их следует научить обращаться с деталями за края или некритические поверхности.
- Конструкция рабочих станций: используйте мягкие неабразивные поверхности (например, коврики из ПВХ, фетра или силикона) на всех рабочих станциях, в зонах проверки и упаковочных станциях.
- Разделение и хранение деталей: Никогда не позволяйте штампованным деталям падать или тереться друг о друга в большом объеме. Используйте разделители, перегородки или отдельные прорези в лотках. Для хранения в процессе работы сложите детали защитной прокладкой из бумаги или пенопласта.

Контролируемая среда для вторичных операций
Такие процессы, как сварка, шлифовка, полировка и очистка, сопряжены с высоким риском. Физически или временно изолируйте эти операции от чистых сборочных зон. Для предотвращения перекрестного загрязнения углеродистой сталью или абразивным мусором следует использовать специальные инструменты и приспособления. Например, используйте проволочные колеса и щетки только из нержавеющей стали. Автоматизированные системы очистки (ультразвуковая, пассивация) предпочтительнее ручной чистки, которая может привести к неравномерному образованию царапин.
Упаковка: последний уровень защиты
Упаковка — это последний и важный шаг для сохранения целостности поверхности при транспортировке. Упаковка должна полностью обездвиживать деталь. К распространенным эффективным методам относятся:
| Способ упаковки | Лучшее для | Ключевой материал |
| Упаковка ЛИК (летучий ингибитор коррозии) | Предотвращение коррозии и легкого истирания. | Бумага, пенопласт или пленка с ЛИК |
| Изготовленная на заказ полость из пенопласта | Дорогостоящие или деликатные детали со сложной геометрией. | Полиэтилен или пенополиуретан |
| Разделенные пластиковые лотки | Крупносерийные мелкие и средние детали | Статический рассеивающий или проводящий пластик |
| Термоусадочная/эластичная пленка с защитными краями | Крупные плоские детали или собранные блоки | Полиэтиленовая пленка с пенопластовыми угловыми ограждениями. |
Проверка, сортировка и корректирующие действия
Надежный процесс контроля качества необходим для выявления и устранения дефектов поверхности. Проверка должна проводиться при контролируемом освещении (часто светодиодном белом свете) на ключевых этапах: после штамповки, после вторичных операций и перед окончательной упаковкой. Установите четкие допустимые пределы качества (AQL) на основе образцов для царапин на поверхности, определяя допустимую длину, глубину и местоположение. Любые несоответствующие детали должны быть помещены в карантин. В случае незначительных дефектов для доработки можно использовать контролируемую и одобренную процедуру полировки с использованием более мелких абразивов (например, от лент Scotch-Brite до мелкозернистых полирующих составов), но при этом необходимо тщательно соблюдать меры предосторожности, чтобы избежать изменения критических размеров.
Создание культуры поверхностного сознания
В конечном итоге, предотвращая появление царапин на Штамповочные детали из нержавеющей стали Это не одноэтапное решение, а комплексная система. Это требует интеграции всех факторов, начиная с первоначального проектирования и проектирования оснастки и заканчивая отгрузкой. Наиболее успешные производители поддерживают культуру, в которой каждый член команды, от оператора печатной машины до специалиста по упаковке, понимает свою роль в сохранении целостности поверхности. Это достигается за счет непрерывного обучения, четких стандартных рабочих процедур (СОП) по обращению и инвестиций в подходящие защитные материалы и оборудование, рассматривая их не как затраты, а как важные гарантии качества продукции и удовлетворенности клиентов.











