简体中文
简体中文
НОВОСТИ
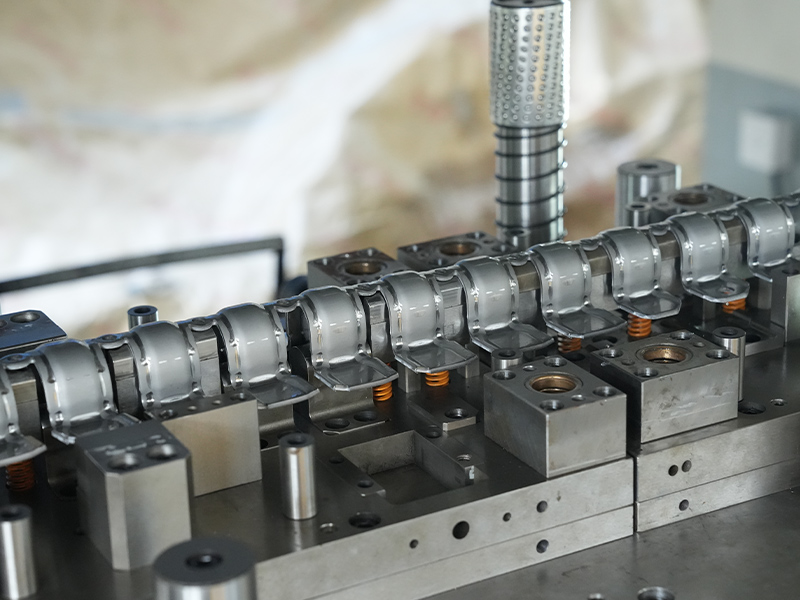
Дом / Новости / Новости отрасли / Что такое процесс штамповки металла? Полное руководство по формовке листового металла

Электронный плагин с штампованной из нержавеющей стали представляет собой точный компонент, изготовленный с использованием расширенных методов штамповки. Изготовленная из высококачественной нержаве...
Смотрите детали
Наша высокотемпературная прокладка из нержавеющей стали разработана для производительности в автомобильных приложениях, которые требуют долговечности в условиях тепла и давления. Изготовленная из н...
Смотрите детали
Наш износостойкий и высокий давление из нержавеющей стали разработана для выдержания условий и обеспечивает исключительную производительность в различных промышленных применениях. Изготовленная из ...
Смотрите детали
Закрепители стали Starlock Steal Steel Starlock представляют собой специализированные подпорные компоненты, предназначенные для надежного удержания деталей в сборах водяных клапанов. Изготовленные ...
Смотрите детали
Сборка ядра с штампованным железным клапаном изготавливается с использованием технологии штамповки и изготовлена из высококачественного железного материала, точно штампованной в форме. Этот компоне...
Смотрите детали
Наш железный монтажный кронштейн - это надежное, универсальное и очень долговечное опорное решение, предназначенное для широкого спектра промышленных и коммерческих применений. Этот монтажный кронш...
Смотрите детали
Пластина для настройки на штамп с штаммом на 65 мн представляет собой компонент из штамповки с точностью инженерного инженера, изготовленный из высокоуглеродной стали (65 млн.), Материал, известный...
Смотрите детали
Наша железная алюминиевая тишина-это высокопроизводительное, долговечное решение, предназначенное для эффективного снижения шума и вибрации в широком спектре промышленных и механических применений....
Смотрите детали
Наша медная клетка подшипника является важным компонентом, предназначенным для использования в точных подшипниках, обеспечивающей долговечность и эффективную производительность в различных промышле...
Смотрите детали
Сборка петли для соленоидного клапана медного соленоидного клапана представляет собой точный компонент, предназначенный для повышения производительности и надежности соленоидных клапанов, используе...
Смотрите детали
Фосфор-бронзовые разъемы представляют собой точные электрические компоненты, изготовленные из медного сплава, который сочетает в себе медь, олово и фосфор. Этот специализированный материал предлага...
Смотрите детали
Поглотитель амортизатора чистого цинка представляет собой высокопроизводительный, долговечный раствор, предназначенный для повышения функциональности и долговечности различных машин и оборудования....
Смотрите деталиКонтактная информация
Address: № 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, район Вудзин, город Чанчжоу, провинция Цзянсу
TEL: 86-15050692548
Если вы заинтересованы в наших продуктах, пожалуйста, проконсультируйтесь с нами